
În detaliu: reparație cu bricolaj de la un adevărat maestru pentru site-ul my.housecope.com.
Corpurile principale de lucru ale plugului (Fig. 123) sunt un corp format dintr-un prag 6, o lamă 1, o scândură de câmp 7 și un suport 2, o tijă 3, un skimmer 5, un cuțit 4 și o labă de adâncire 8. .
Tocirea plugului, precum și uzura sau deformarea lamei, skimmerului, cuțitului sau plăcii de câmp, crește rezistența la tracțiune a plugului, duce la un consum excesiv de combustibil, înrăutățește calitatea rotației cusăturii, sfărâmarea acestuia și încorporarea plantei. reziduuri.
Orez. 123. Corpurile de lucru ale plugului montate pe cadrul acestuia
Plugurile folosesc două tipuri de acțiuni:
trapezoidal - cu marginea tăietoare dreaptă (Fig. 124, a) și în formă de daltă - cu vârful îngroșat și îndoit (Fig. 124, b).
Piesele sunt fabricate din oțel durabil și rezistent la uzură, calitatea L65 și sunt tratate termic pentru a crește rezistența la uzură. Cu toate acestea, condițiile de lucru în sol sunt atât de dificile încât acțiunile se uzează rapid. Când plugul este purtat, lama devine tocită și forma degetului de la picior se schimbă. Pe fig. 125 marginile lamelor uzate trapezoidale și în formă de daltă sunt umbrite cu linii transversale. Când lama devine tocită, grosimea ei crește și se formează o faoka (spatele capului) pe partea sa inversă. Când șuruburile sunt uzate, funcționarea plugului se deteriorează, adică șuruburile își pierd capacitatea de a pătrunde în sol, iar stabilitatea plugului este perturbată. Cota plugului urmează să fie reparată în cazurile în care lățimea acestuia este redusă cu 10 mm față de lățimea noului cotă trapezoidal sau când lungimea vârfului este redusă cu 25 mm față de lungimea vârfului noului cotă de daltă. .
| Video (click pentru a reda). |
Reparația plugului se reduce la tragerea lamei, ascuțirea și tratamentul termic. Plugurile sunt reparate pentru a le reface dimensiunea și forma, precum și pentru a le face rezistente la uzură.
Secțiunea plugului are o îngroșare - o rezervă de metal, care se numește „magazin”. La repararea unui plug uzat, forma acestuia este restabilită de un fierar în detrimentul stocului de metal din „magazin”. Plugul este retras manual, de obicei la mai multe încălziri, deoarece fierarul nu are timp să tragă întregul plug într-o singură încălzire. Când retrageți manualul plugului, este întotdeauna necesar să vă străduiți să reduceți cantitatea de căldură, deoarece cu încălzirea repetată, sunt posibile cazuri de ardere a metalului.
Tragerea plugului de o pârghie sau de un alt ciocan mecanic de fierar se face de obicei în doi pași. În acest caz, lungimea părții încălzite a plugului ar trebui de fiecare dată să depășească puțin jumătate din plug.
Pentru a reduce pierderile de căldură și pentru a preveni arderea carbonului din stratul de suprafață al metalului, partea plugului care nu este supusă încălzirii este acoperită cu cărbune proaspăt.
Tragerea de forjare a unei cote uzate se face în următoarea ordine. Plugul se pune plat in vatra astfel incat sa fie incalzit din laterala lamei la o latime de 60-80 mm; restul părții sale, care nu necesită încălzire, este acoperită cu cărbune proaspăt. Este necesar să se încălzească plugul pentru tragere la început încet, până când
luminiscență, adică până la 500-600°. Este imposibil să încălziți plugul imediat la temperatura de forjare pentru a evita formarea fisurilor. De îndată ce plugul este încălzit la 500-600°, viteza de încălzire crește și temperatura este adusă la 850-1200° (până la căldură roșu deschis și portocaliu).
Orez. 124. Piese de pluguri: a - trapezoidal, b - în formă de daltă
Orez. 125. Forma acțiunilor uzate: a - trapezoidal, b - în formă de daltă
Plugul încălzit este scos din forjă, așezat cu fața în jos pe nicovală, iar din spate, cu lovituri frecvente de frână de mână sau de ciocan, stocul de metal este împrăștiat din „magazin”.Un plug din oțel de calitate L65 poate fi tras (forjat) numai la temperaturi de peste 800 °. Tragerea este oprită când plugul se răcește sub 800 ° (cu o culoare roșie-vișin de căldură) și se reia după reîncălzire. Partea retrasă a plugului se călcă pe nicovală cu o mistrie pe toată lungimea piesei de tăiere astfel încât grosimea lamei să fie de 1-2 mm, apoi se îndepărtează neregulile formate în urma loviturilor de ciocan.
La tragere, forma și dimensiunile plugului se verifică cu un șablon (Fig. 121, a). Pentru cota retrasă, sunt permise abateri de dimensiuni față de cea nouă: pe lungime cu ± 15 mm, pe lățime cu + 4 mm.
Plugul, după tras și călcat, când este încă în stare de încălzire, se prinde într-o menghină și se ascuți lama cu o pila. Apoi, plugul răcit este ascuțit din față cu un ascuțitor de șmirghel. După ascuțire, lățimea teșirii lamei nu trebuie să depășească 5-6 mm, iar grosimea lamei trebuie să fie între 0,5-1 mm. Lama de schimb nu trebuie ascuțită mai subțire de 0,3 mm, altfel se va uza rapid în timpul funcționării.
Tratamentul termic al cotei trase constă în călire și revenire. În timpul întăririi, plugul este încălzit de-a lungul lamei cu aproximativ o treime din lățimea sa. Încălzirea în vatră la o temperatură de 780-820 ° ar trebui să fie uniformă (culoare roșu-vișin deschis a căldurii). Plugul încălzit se răcește rapid într-o baie de apă. Temperatura apei din baia de stingere trebuie să fie de 30-40°. Plugul este coborât în baie cu spatele în jos. Dacă cota este coborâtă în baia de întărire cu o lamă, se poate crăpa. Cota nu trebuie coborâtă plat, deoarece în acest caz se deformează de obicei. Plugul se tine in baia de intarire pana cand se opreste barbotarea apei, dupa care se scoate din baie si se raceste incet in aer.
La întărirea cotei de daltă, pot apărea crăpături pe lamă. Pentru a evita acest lucru, este necesar să prerăciți locul de trecere de la vârf la lamă la cota încălzită, aplicând pe acesta timp de 2-3 secunde. cârpă umedă, numai după aceea se coboară rapid plugul în baia de întărire.
Pentru a reduce fragilitatea plugului care a apărut în timpul călirii, acesta este temperat. Pentru a face acest lucru, cota este încălzită din nou la 350 ° (nuanță gri) și apoi răcită lent în aer.
Când se întărește, plugul se deformează adesea. Plugul deformat este guvernat pe nicovală prin lovituri de ciocan. Loviturile asupra plugului trebuie aplicate cu grijă și nu tare.
Duritatea părții călite a plugului se verifică cu o pilă personală. Fișierul nu trebuie să lase urme pe partea întărită a cotei.
În atelierele de reparații RTS, în timpul reparațiilor, cotele sunt sudate cu electrozi de înaltă calitate sau o încărcătură din aliaj dur V-9. Această metodă de reparare a acțiunilor le crește rezistența la uzură. O creștere a rezistenței la uzură a cotelor se realizează și prin întărirea stratului lor exterior cu curenți de înaltă frecvență.
Proprietarii brevetului RU 2344913:
SUBSTANȚA: invenția se referă la inginerie agricolă, și anume la metode de refacere a șuruburilor plugului, putând fi utilizată pentru refacerea șuruburilor plugului de mașini agricole cu călire. Metoda constă în aceea că se realizează o canelură pe suprafața pânzei plugului, canelura este umplută cu lipit, pe lipit se instalează plăci ceramice-metalice, se aplică un strat suplimentar de lipit și flux la joncțiunea plăcilor cu marginea verticală a canelurii. După aceea, plăcile sunt încălzite până când lipirea se topește și plugul cu plăcile din colectorul termoizolant este răcit la temperatura camerei cu o viteză de 4°C/min. În același timp, lipitul marca L63 este folosit ca lipit, iar fluxul marca FK-250 este folosit ca flux. Plăcile sunt încălzite de o flacără a unui arzător cu hidrogen-oxigen la o presiune a amestecului de gaz de 0,5 MPa și la o distanță de la ieșirea duzei arzătorului până la suprafața plăcii de 50 mm. Rezultatul tehnic este o creștere a rezistenței de aderență a plăcilor metalo-ceramice cu cota plugului. 1 filă.
Invenția se referă la inginerie agricolă, în principal la mașini pentru prelucrarea solului, și poate fi utilizată pentru restaurarea cu întărire a plugurilor de mașini agricole.
O metodă cunoscută de obținere a lamelor rezistente la uzură a corpurilor de lucru ale uneltelor de cultivare a solului prin călirea lamelor acestora constă în faptul că pentru a forma ondulații ale lamelor, conducând la autoascuțirea acestora, se pune un metal mai dur. pe suprafața netedă a lamelor intermitent și paralel cu muchia de tăiere, urmată de limitarea zonei de suprafață (vezi A.S. URSS Nr. 461721, clasa A01B 15/04, publicată în 1975).
Cu toate acestea, atunci când se utilizează această metodă, plugul are o rezistență la uzură relativ scăzută, deoarece partea care nu este suprafațată a plugului se uzează mult mai repede decât zonele depuse, ca urmare a faptului că aliajul dur depus este expus și ciobit, ceea ce se înrăutățește. conditiile de autoascutire a plugului.
Cea mai apropiată de metoda propusă din punct de vedere al esenței tehnice și a rezultatului obținut este o metodă de refacere a plugurilor prin aplicarea de aliaje dure pe corpurile lor de tăiere. Esența sa este următoarea: pentru a crește durata de viață a plugurilor și a labelor de cultivator, aplicarea aliajelor dure pe corpurile lor de tăiere se realizează în două etape: prima este sudarea unei căptușeli de oțel pe un deget uzat, urmată prin suprafaţarea cu aliajul său dur, în a doua etapă, după operarea intermediară, a porţiunii drepte uzate a lamei elementelor de tăiere cu întărirea sa ulterioară (vezi A.S. URSS nr. 241959, clasa A01B 15/04, publ. 1969).
Cu toate acestea, suprafețele de lucru ale plugului, restaurate prin această metodă, au o rezistență scăzută de aderență între aliajul dur și metalul de bază, drept urmare plugurile restaurate sunt de scurtă durată în timpul funcționării.
Obiectivul invenției este de a crește forța de rupere și, ca urmare, puterea de aderență a plăcilor ceramico-metalice la cota plugului, precum și de a reduce consumul de plăci ceramice-metalice și de a crește productivitatea arat prin creșterea viteza de funcționare a unității arabile.
Sarcina este realizată prin faptul că, în metoda cunoscută de refacere a cotelor plugului pe suprafața pânzei plugului, se realizează o canelură, canelura este umplută cu lipit, plăcile de cermet sunt instalate pe lipit, un strat suplimentar de lipit și se aplică flux la joncțiunea plăcilor cu marginea verticală a canelurii, plăcile se încălzesc până când lipirea este topită și plugul cu plăcile din colectorul termoizolant este răcit la temperatura camerei cu o rată de 4°C. /min, în timp ce gradul de lipit L63 este folosit ca lipit, gradul de flux FK-250 este folosit ca flux, iar plăcile sunt încălzite de o flacără de hidrogen-oxigen a unui arzător la un amestec de presiune de gaz de 0,5 MPa și distanța de la duza arzătorului la suprafața plăcilor - 50 mm.
Metoda se realizează după cum urmează.
Cotele plugului acceptate pentru restaurare trebuie să îndeplinească următoarele cerințe: trebuie să fie curățate de murdărie până la o stare care să permită inspecția și detectarea defectelor; grosimea bazei cotei uzate în zona găurilor pentru șuruburi este de cel puțin 8 mm; lățimea cotei uzate, determinată din partea din spate (nefuncțională) ca distanță de la spate la teșitul occipital - cel puțin 100 mm.
Pe suprafața lamei plugului se face o canelură cu adâncimea de 1,5. 2,0 mm. Această operație se realizează pe o mașină de frezat verticală.
Apoi, lipirea L63 este plasată la intervale regulate în canelura pregătită anterior, după care se instalează plăci metalo-ceramice TN-20 sau T15K6 pe lipit. După aceea, se aplică un strat suplimentar de lipit și flux marca FK-250 la joncțiunea fiecărei plăci cu marginea verticală a canelurii.
În continuare, plăcile și plugul în curs de refacere sunt încălzite cu ajutorul unui aparat portabil de sudură cu gaz MBV-500 cu flacără arzător hidrogen-oxigen. Moduri de proces: distanta de la taierea duzei arzatorului pana la suprafata de restaurat este de 50 mm, debitul de oxigen este de 400 l/h, debitul de hidrogen este de 375 l/h la o presiune a amestecului de gaze de 0,5 MPa. În acest caz, arzătorul se oprește pe rând peste fiecare placă, încercând să se asigure încălzirea uniformă a acesteia. Încălzirea se efectuează până când lipirea este complet topită. În acest fel, fiecare placă este lipită. Expunerea la o flacără de hidrogen-oxigen nu afectează negativ lipirea, fluxul, plăcile metalo-ceramice și metalul plugului utilizat.
Apoi cota de refăcut cu plăci ceramice-metal lipite se pune într-un colector termoizolant încălzit la temperatura de 620,630°C, împreună cu care se răcește la temperatura camerei, iar viteza de răcire este de 4°C/min.
Rezultatele testelor comparative ale metodei și prototipului propus sunt prezentate în tabel.
Următoarele defecțiuni și uzură sunt posibile pentru corpurile plugului: lama coșului devine tocită, apare o teșitură pe partea din spate, vârful este rotunjit, cota se îngustează în lățime. Există cazuri frecvente de spargere a plugului și de cosire a părții sale de lucru ca urmare a impactului asupra rădăcinilor și pietrelor la aratul plugurilor de mare viteză atunci când grămada de lame se uzează, forma tăieturii câmpului se schimbă, marginea sa este rotunjită, suprafața de lucru este uzată și degetul se rupe, aripa este uzată 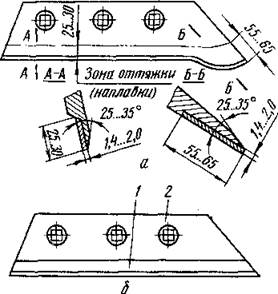
suprafata de lucru. Scândura de câmp și petele sunt purtate din lateralul brazdei și de jos.
Lama plugului, când este tocită, este ascuțită pe partea de lucru până la o grosime
Plug a-auto-curățare; b-compozit sudat; 1-fâșie; 2-spate
Forma suprafeței de lucru uzate a lamei este verificată cu un șablon. Abaterea de la șablon nu este permisă mai mult de 6 mm. Dacă degetul pieptului este rupt, lama poate fi restaurată. Pentru a face acest lucru, piesa spartă este realizată dintr-o lamă veche, conform unui șablon, reglată la joncțiune și sudată prin sudare electrică din spate spre lama uzată. Înainte de sudare, țagla este tratată termic pentru a obține o duritate de NKS 62. 50. Pentru a elimina căldura în timpul sudării, zonele din apropierea cusăturii sunt acoperite cu o soluție de argilă cu azbest, sub cusătură se pune o căptușeală roșie de cupru de 5 mm grosime, iar sub căptușeală se pun cârpe umede cu apă. După sudare, cusătura este curățată. Când marginea de câmp a lamei este uzată, aceasta se depune în suprapuneri succesive. role cu electrozi marca T-590 și ascuțite la un unghi de 45. 50° față de suprafața de lucru.
În caz de uzură ușoară, scândurile de câmp sunt restaurate cu suprafața dură urmată de ascuțire, sau se folosește partea neuzată a plăcii, răsturnând-o. Pentru a face acest lucru, se fac găuri în el și se întăresc.
Zdrobirea lamei cuțitului este permisă în cel mult trei locuri cu o adâncime de până la 1,5. 2,0 mm și până la 15 mm lungime. Deformarea discului nu este permisă mai mult de 3 mm. Discurile deformate sunt corectate pe o placă în stare rece. Acestea sunt ascuțite la o grosime a lamei de 0,5 mm pe o mașină OR-6112 pentru ascuțirea cuțitelor circulare și pe dispozitive pentru un strung cu freze cu plăci din aliaje dure T15K6, etc. Execuția axială și radială a discului este permisă nu mai mult de 3 mm.
Uzura capetelor butucului discurilor de până la 8 mm este compensată prin reglarea șaibelor, astfel încât distanța dintre pintenii discurilor adiacente să fie de cel puțin 4 mm. Piesele din fontă cu fisuri sunt sudate cu sârmă mieză PANCH-I prin sudare electrică sau sudare cu gaz fierbinte cu tije din fontă.
Limitați afișarea corpurilor de tăiere uzate ale mașinilor de cultivat
Întrebările pot fi adresate numai după înregistrare. Vă rugăm să vă autentificați sau să vă înregistrați.
Uită-te la plug, ce trebuie înlocuit în el, astfel încât să arate și să nu taie brazde. O sa incerc sa postez o poza, mi se pare ca prima lama tunde in dreapta, iti voi fi foarte recunoscator pentru ajutor.
Ei bine, da, prima clădire este strâmbă. Lasa si al doilea corp o brazda?
În primul rând, trebuie să setați toate corpurile în același plan și, în al doilea rând, să reglați plugul. Dump-ul tău nu funcționează complet, de aici și crestele.
Pot fi două motive în opinia mea:
1 Plugul este presărat în brazdă
2 viteză mică
În alte cazuri, crestele ar fi diferite, dar aveți toate aceleași creste
Lama primului corp diferă de a 2-a și a 3-a și care este ecartamentul roților din spate ale tractorului?
Reglarea plugului.
Conduci tractorul de-a lungul brazdei sau de-a lungul campului?Primul corp nu arunca foarte mult pe calea precedenta.Haldele sunt in mod normal lustruite, ceea ce inseamna ca exista o rotatie a formatiei..pai putin plug nu in linie și piept 
gunoi, dar acest lucru nu este fatal (paturile de bronzare vor înghiți puțin mai mult și vor ară puțin mai puțin). Reduceți puțin lățimea de lucru, mai aproape de arătura roților (coji) și totul va fi bicicletă. Viteza este nu este necesar.Plugul dumneavoastră are lame clasice (nu de mare viteză).la ralanti
Fă o grapă în spatele plugului și vei fi fericit.
- bate ceva în motor.
Dați radioul mai tare și veți fi fericit
Politica economică este în primul rând arta implementării, nu arta planificării. (A.V. Chayanov)
Cream conditii pentru dezvoltare : . sprijin pentru producătorii agricoli în sensul neîngrădirii acestora. Cerkasov P.N., Regiunea Natalinsky Moscova.
plugul trebuie reglat, este un fapt, dar in plus, este necesar sa se regleze modul in care este montat plugul pe tractor. atunci pământul arabil va fi frumos.
Politica economică este în primul rând arta implementării, nu arta planificării. (A.V. Chayanov)
Cream conditii pentru dezvoltare : . sprijin pentru producătorii agricoli în sensul neîngrădirii acestora. Cerkasov P.N., Regiunea Natalinsky Moscova.
Indiferent de modul în care reglați plugul, canelurile și bulgări vor rămâne în continuare. Mai ales pe teren dur. Cu o grapă se dovedește perfect uniformă.
Și ce, deci exact ce poate fi semănat fără nivelare cu un cultivator?
Conduci tractorul de-a lungul brazdei sau de-a lungul campului?Primul corp nu arunca foarte mult pe calea precedenta.Haldele sunt in mod normal lustruite, ceea ce inseamna ca exista o rotatie a formatiei..pai putin plug nu in linie și piept
Plugul ară normal, urma de la o trecere este uniformă 
Dar faptul că primul caz nu aruncă mult la cel precedent, atunci aceasta este o problemă și, mai degrabă, poate fi vindecată în două moduri: 1) Trageți plugul cu legături de lanț mai aproape de partea dreaptă (plurul dvs. este departe de brazdă, poate
de asemenea, plăcile de câmp pot composta creierul)
2) Doar digerați punctul de atașare al plugului (highul triunghiular).
Și depinde de tine să decizi.
Nu te grăbi să faci bine. Binele trebuie făcut încet pentru a fi observat și apreciat.
Un plug pentru cal, tractor sau motobloc este un lucru indispensabil în grădinăritul acasă. Plugul ară pământul, răsturnând stratul superior al solului, ceea ce reduce numărul de buruieni, face solul mai moale și mai flexibil. Puteți nu numai să cumpărați un plug, ci și să îl faceți singur. Pentru a face acest lucru, pe lângă instrumente și materiale, trebuie să aveți o idee despre structura plugului și geometria acestuia.
Este posibil să faci un plug corect numai atunci când există o idee despre procesul de arat, precum și despre scopul fiecăruia dintre detaliile plugului.
La arat, pana plugului taie în pământ la un anumit unghi, în funcție de moliciunea și umiditatea solului. Pana separă formația, o ridică și o comprimă, împărțind simultan formația în mai multe părți. Unghiul de intrare determină în câte părți va fi împărțit stratul de pământ: cu cât unghiul este mai mare, cu atât despărțirea este mai mare. Dar dacă unghiul de intrare este mai mare de patruzeci și cinci de grade, atunci solul încetează să alunece de-a lungul suprafeței de lucru a dispozitivului arabil și începe să se acumuleze în fața acestuia, ceea ce face dificilă munca ulterioară.Un plug vertical, adică cu un unghi de conducere mai ascuțit, separă solul de marginea brazdei arabile și îl comprimă pe orizontală. Un plug cu un unghi de conducere orizontal funcționează diferit: deviază și răstoarnă stratul de sol.
Un plug de lucru tipic este format din:
- Plug care taie solul
- gunoi,
- Cuţit
- bord de teren,
- rafturi,
- Skimmer.
În plus, plugul poate fi echipat cu:
- cadru metalic mai rezistent,
- roți,
- Un mecanism care corectează munca plugului față de tractor,
- mecanisme hidraulice,
- Sistem hidraulic pneumatic.
Bascula poate avea mai multe tipuri de suprafață de lucru:
- şurub,
- cilindric,
- Cilindru.
Cilindrică macină perfect solul, dar formarea se formează prost. Acest lucru nu este întotdeauna convenabil. Suprafața de lucru cilindrică este de obicei folosită pentru lucrul cu sol moale. Cea mai convenabilă și practică în muncă este suprafața cilindrică, care se sfărâmă bine și răstoarnă solul și, de asemenea, face față atât solului uscat, cât și umed.
Pentru a face un plug acasă cu propriile mâini, trebuie să aveți:
- role,
- bulgară
- tăietor de gaz,
- elemente de fixare,
- Instrument de măsurare,
- Ciocan,
- Aparat de sudura,
- Foarfece pentru tăierea metalului.
Înainte de a începe lucrul, se recomandă să întocmiți un desen sau o diagramă sau să găsiți o versiune gata făcută pe Internet. Acest lucru vă va permite să vizualizați progresul lucrărilor, locația tuturor pieselor și elementelor de fixare.
Cea mai usoara varianta de facut. Un dispozitiv unilateral poate fi realizat dintr-o singură piesă, sub forma unui singur corp sau pliabil. Versiunea pliabilă este convenabilă prin faptul că vă permite să scoateți plugul pentru ascuțire. Plugul poate fi înlocuit cu un disc dintr-o placă circulară. Depozitarea se face de obicei în două moduri. Prima dintre acestea necesită folosirea unei țevi tăiate, de aproximativ cinci milimetri grosime și cincizeci de centimetri în diametru.
Din tăietură se decupează o piesă de prelucrat, iar cu ajutorul unei polizor unghiular se aduce la dimensiunea dorită. A doua metodă de fabricare a unei lame presupune prezența unei table de oțel de patru milimetri grosime, sau a unui cilindru cu aceeași grosime a peretelui, dar cu o secțiune transversală de aproximativ 50 cm. Folosind o mașină de sudură sau foarfece metalice, se decupează o formă și îndoit sub formă de cilindru. Dacă există abateri de la dimensiunile necesare, puteți folosi un ciocan pentru rafinare.
Orice desen prevăd șase elemente constitutive:
- Disc metalic sau prag
- Fundatia,
- placa de distanta,
- scut lateral,
- Tăiați țeava pentru scut,
- Consiliu de lucru pe teren.
De obicei, plugul este instalat folosind o foaie de metal și mai multe pene teșite la un unghi de douăzeci și cinci de grade. Sunt fixate prin sudură în două puncte și conectează, de asemenea, rack-ul și scutul lateral. Este de dorit să faceți scutul cu un centimetru mai mare decât marginea inferioară a plugului, în timp ce marginile scutului ar trebui să se suprapună cu marginea lamei cu cinci sau șase milimetri.
Plugul cu lama se fixeaza prin sudura astfel incat sa fie un singur intreg, fara goluri si nereguli. Unghiul format între ele nu trebuie să depășească șapte grade. Un plug sudat și o lamă sunt atașate de suportul lateral, iar suportul în sine este sudat mai întâi la bază și apoi la placa distanțier. La sfârșit, colțurile plugului sunt sudate la bază. Toate urmele de sudură și cusături sunt curățate, iar lama cu un plug este lustruită.
Acest tip este mai eficient pentru arătura unor suprafețe mari de pământ. Pentru fabricatie este necesar un cadru rezistent din otel, realizat dintr-un profil rotund sau dreptunghiular, grosime de cel putin doi milimetri. Dimensiunea cadrului depinde de numărul de piese de lucru necesare și de elementul de operare. În corpul de lucru, plugul trebuie așezat de jos, deoarece rolul său este de a muta un strat de pământ la groapă. Halda întoarce solul, taie și deplasează, formând o brazdă.
Raftul este necesar pentru atașarea instrumentelor de lucru pe cadru și pentru ținerea cuțitului. În el sunt făcute mai multe găuri reglabile, ceea ce vă va permite să schimbați adâncimea arăturii.De obicei, raftul este sudat dintr-o placă metalică, grosime de cel puțin un centimetru, și fixat de cadru cu șuruburi.
Cadrul cu toate uneltele de lucru este atașat la un mini-tractor sau un tractor cu mers în spate cu o bară de remorcare sau un cârlig de casă. Bara de remorcare trebuie să aibă un mâner și să fie dreaptă sau în formă de V. A doua variantă de formă este mai eficientă deoarece face plugul mult mai stabil. De asemenea, pentru o mai mare stabilitate și dreptate a mișcării, pot fi instalate roți de câmp. Sunt atașate de cadru cu un suport reglabil.
Pentru a asambla plugul cu propriile mâini, trebuie să urmați o regulă foarte importantă: toate părțile dispozitivului sunt mai întâi sudate la puncte și numai atunci când toate piesele sunt la locul lor și fixate corect - cea finală. Este ușor să verificați calitatea manoperei - pentru aceasta, lama cu cota trebuie îndepărtată, iar plugul în sine trebuie așezat pe masă. Apăsând strâns plugul, verificați coincidența suprafeței mesei cu suprafața orizontală a derapajului. Dacă nu există abateri, totul este făcut corect.
De asemenea, puteți identifica o construcție bună prin următoarele caracteristici:
- Marginea ascuțită a plugului este situată la doi centimetri sub derapaj,
- Plugul cu lama nu iese dincolo de marginea verticală a patinului cu mai mult de un centimetru,
- Nu există niciun spațiu între derapaj și lamă.
Ei montează un dispozitiv de casă pe un tractor cu mers pe jos lângă zona de arat. Încep cu instalarea roților de oțel - împiedică alunecarea în sol a tractorului. Următorul pas: fixați plugul, dar nu înfășurați complet toate piulițele de fixare. Cu ajutorul lor, aparatul va fi reglat, care începe pe un suport special. Înălțimea suportului trebuie să fie egală cu adâncimea arăturii. După montarea și verificarea prinderii tuturor nodurilor, plugul este așezat pe sol.
Testul calității muncii se efectuează la arătura în trei brazde.
Acest lucru este suficient pentru a măsura adâncimea și a verifica cusăturile inversate. Dacă brazdele se întâlnesc între ele sau distanța dintre ele este mai mare de zece centimetri, este necesar să reglați din nou toate componentele.
















