In detaliu: reparatie barci din aluminiu cu epoxi de la un adevarat maestru pentru site-ul my.housecope.com.
Utilizarea adezivului în repararea cocilor din aliaj de aluminiu ale bărcilor cu motor oferă îmbinări de înaltă rezistență, rezistență la umiditate și vibrații, rezistență la benzină și uleiuri. Fiind un bun material de etanșare și dielectric, adezivul previne coroziunea în îmbinările pieselor.
Cei mai des utilizați adezivi sunt pe bază de rășini epoxidice. Ei merg la vânzare cu amănuntul sub numele „Glue universal EDP”. Pachetul include un compus epoxidic EDP (rășină epoxidica ED-6 cu un plastifiant) și un întăritor - polietilenpoliamină. La compilarea adezivului, de obicei se ia 1 parte de întăritor pentru 10 părți în greutate de compus.
În plus față de ED-6, rășini ED-16 și ED-20 cu același plastifiant (ftalat de dibutil) și întăritor sunt adesea folosite. Pentru a crește rezistența îmbinării, în compoziție sunt introduse diverse materiale de umplutură. Pentru repararea carenei din punct de vedere al caracteristicilor de rezistență, cele mai frecvent utilizate materiale de umplutură sunt
pulberea fină de aluminiu și mica măcinată sunt potrivite. Umplutura se adaugă într-o cantitate de 10-15 părți în fracțiune de masă, amestecând bine până când cocoloașele dispar.
Suprafețele de lipit se curăță cu șmirghel sau o perie metalică, apoi se degresează și se usucă. Adezivul se aplică într-un strat subțire și se comprimă strâns cu cleme sau greutăți. Adezivul stors în timpul compresiei este îndepărtat. Pentru o mai bună potrivire a pieselor și obținerea unei îmbinări cu lipire cu grosimea de 0,3 - 0,4 mm, este necesar să se asigure o presiune de presare de 0,5 - 1,0 kg/cm2, distribuită uniform pe toată suprafața de lipit. Sub presiune, piesele sunt păstrate până când adezivul s-a întărit complet, ceea ce are loc la temperatura camerei (18-25 °) după 24 de ore; la temperaturi mai ridicate, timpul de întărire se scurtează. Trebuie reținut că adecvarea compoziției adezive nu este mai mare de 2 ore, iar cele mai bune calități adezive durează aproximativ 30 de minute. Atunci când pregătiți o porțiune de lipici, trebuie să aveți în vedere acest lucru și să continuați de la rata de consum aproximativă de 0,04 g/cm2 pentru aplicarea pe o singură față și 0,06 g/cm2 pentru aplicarea pe două fețe. În plus, trebuie luat în considerare faptul că compozițiile epoxidice preparate într-o cantitate relativ mare (100-150 ml) într-un recipient sunt predispuse la auto-încălzire la temperaturi ridicate și, ca urmare, se întăresc rapid. Prin urmare, trebuie fie să aplicați lipiciul finit pe piesă destul de repede, fie să îl pregătiți simultan în mai multe recipiente mici.
| Video (click pentru a reda). |
Folosind un adeziv de umplutură, puteți uniformiza mici lovituri, puteți închide crăpăturile minore și o chiuvetă în cocă și foi de punte. După ce adezivul s-a întărit, suprafața este nivelată cu șmirghel sau pilă și vopsită. Pentru o garanție mai mare, în special în cazul crăpăturilor traversante, zona deteriorată este suplimentar etanșată cu un petec de material subțire rezistent.
Printre adezivi-etanșanți moderni importați cu proprietăți universale, cele mai cunoscute produse ale companiei „Sika”.
Sigilanții poliuretanici monocomponent ai acestei companii se întăresc atunci când sunt expuși la umiditatea aerului. De exemplu, etanșanții precum „Sikaflex-291” și „292”, care se caracterizează printr-o rezistență foarte mare, sunt utilizați pe scară largă în repararea carcaselor din diferite materiale. Ele sunt utilizate la conectarea pieselor care suferă sarcini dinamice mari. Cu toate acestea, pentru a obține o rezistență garantată, suprafețele trebuie mai întâi amorsate cu un grund brevetat, cum ar fi Sika Premer 290 DC.
Sunt angajat în restaurarea unui cazan proaspăt cumpărat-m.Există câteva locuri în care doriți să aplicați nivelarea suprafeței cu fibră de sticlă pe epoxid. Dar am citit ceva aici și toată lumea s-a îndoit - va rezista deloc?
Am vrut să-l întreb pe nobilul tuner Leo, dar din anumite motive nu răspunde deloc.
În general, semnificația este aceasta: pe lângă epoxidici, se recomandă adăugarea unui plastifiant și pulbere de aluminiu, ei spun că se va ține mai bine și nu se va întâmpla nimic rău cu diferiți coeficienți de dilatare termică. E chiar asa? Am acces la rășina ED-20 și la ea PEPA.
Dacă lipiți fibră de sticlă, care este mai bine să folosiți: mai groasă, dar într-un singur strat, sau mai subțire, dar 2-3 straturi?
Ar trebui să folosesc un strat protector (topcoat) deasupra sau nu mă va ajuta nimic? Dacă este folosit, care?
metal lichid (două seringi la sudură la rece pe bază de epoxid ((pulbere de aluminiu este acolo)) - se menține bine verificate în mod repetat și pentru ani de funcționare.
De ce să inventezi, există chituri de nivelare umplute cu al.pudră și fibră de sticlă.
> De ce să inventezi, există chituri de nivelare umplute cu al.pudră și
> fibra de sticla.
Nu, nu va merge asa, este necesar ca o suprafata independenta sa fie din fibra de sticla.
Cad. Nu imediat, dar inevitabil.
Am o adâncitură deasupra liniei de plutire de pe tapițerie, peticită de fostul proprietar cu un bandaj și epoxidic în urmă cu mai bine de 10 ani, nu o să cadă.
>>> Ovalitsya.Ne imediat, dar inevitabil.
>>> Am o adâncitură deasupra liniei de plutire pe tapițeria peticită de fostul proprietar cu un bandaj și epoxidic în urmă cu mai bine de 10 ani, nu o să cadă.
Și iată cum să fie o tigaie proaspăt coaptă?
Depinde foarte mult de grosimea pielii de la locul de etanșare și de utilizarea bărcii.Dacă pielea de la locul unde urmează să lipiți joacă chiar puțin sau ar trebui să meargă pe un val, se va desprinde Poate dura câțiva ani, dar se va desprinde în continuare.

Am scos vopseaua de pe P4, erau multe locuri chituite sub un nor de straturi.
Bărci în fața multor cu părțile chit, și nimic. Poti spala hreanul manual cu o umplutura al., aderenta este nebuna, seamana cu sudarea la rece.
Aici am scos-o.

Două.
Totul va cădea pe fund, oricine ține deasupra liniei de plutire
Am acoperit coltul din dreapta jos al pupei cu epoxid intr-un cazan.. l-au condus pe drum si au cazut din caruta pe asfalt si coltul era uzat. etansat cu aluminiu de 0,5 mm pe nituri .. deasupra cu epoxi si in interiorul barcii .. a trait patru ani .. doar marginile s-au indepartat. si asa moarta .. pe barca de pe prova de-a lungul chilei era un colt de metal protector (astfel de ruginit). am mai stropit-o cu un amestec de epoxidice si pulbere de aluminiu.. estetic arata ca este o parte din aluminiu turnat a barcii. din punct de vedere practic: au tras-o de-a lungul nisipului peste pietre.. ramane pe .. ea se uzează puțin.. dar colțul nu cade și că mai mult aluminiu nu se deteriorează. Dacă trebuie să lipesc ceva pe barcă, cu siguranță voi folosi epoxidici cu pulbere .. dar dacă trebuie să-l nivelezi cu chit .. se nivelează mai ușor și oferă o suprafață mai netedă după șlefuire ..
Există rășini speciale pentru repararea aluminiului, duraluminiu, care, potrivit vânzătorilor, împreună cu metalul, se dilată sau se contractă în funcție de temperatură. Eu însumi l-am folosit în timpul reparației Sarepta. Au existat crăpături de 5x100mm și 10x150mm la joncțiunea laterală și inferioară la o distanță de 800mm de traversă, adică. mereu în apă. Păstrat bine, în conformitate cu cerințele de utilizare. Nu-mi amintesc cum se numește acum. O să încerc să găsesc numele la serviciu mâine.
> se numeste acum nu-mi amintesc. O să încerc să găsesc numele la serviciu mâine.
Bună seara.
Pe factura scrie:
1. Rășina Ame T35 - rășina în sine
2. Butanox M50 - întăritor.
Proporția pare să fie de 1:50. Curățați pe metal, degresați, uscați. Am aplicat un strat de fibră de sticlă, dar este destul de specific - țesutul este rară și fibrele se scot calm, fără efort, vărsate cu rășină. Repetați după uscarea completă. A treia oară doar uns cu rășină.Trebuie să lucrezi destul de repede, pentru că. amestecul se întărește rapid. Important - data de expirare a componentelor.
Aveam găuri pe P4 în partea de jos a traversei. Le-am uns cu epoxidic cu pudră și chit epoxidic. Totul cade din cauza non-plasticității epoxidului. Chitul din poliester rezistă bine. Dar este higroscopic. Și gaura pe care o am din el a crescut și a crescut
> Buna seara.
> Conosamentul spune:
> 1. Rășina Ame T35 - rășina în sine
> 2. Butanox M50 - întăritor.
Poate acest lucru să reziste la vibrațiile și îndoirea carcasei? Doar că un loc ar trebui să fie uns subțire, 1 mm de lumini în total. Se îndoaie, în teorie, dacă apăsați.
> Angajată în restaurarea ceaunului proaspăt cumpărat-m. Sunt câteva locuri unde vrei
> aplicați nivelarea suprafeței cu fibră de sticlă pe epoxid.
Atât de mult este suficient, sau mai multe poze de aruncat?
Dar dacă tundeți doar suprafața, este mai bine cu chit alb cu fibră de sticlă. Desigur, înainte de a-l aplica, șlefuiți-l cu o calitate înaltă, amorsați-l și apoi aplicați-l.
> Dar dacă tundeți doar suprafața, este mai bine cu chit alb cu
> fibra de sticla. Desigur, înainte de aplicare, șlefuiți, grunduiți,
> și apoi aplicați.
Imaginile pot fi mai multe, sunt plăcute ochiului 🙂 Dar este și mai bine să adăugați cuvinte:
ce rasina a fost folosita si cu ce plastifiant? Ce material a fost nituit? Cel mai mult arată ca un carton umed 🙂 Cât timp rulează barca după reparație? Pe ce fel de sol ai pus? Câtă rășină a luat?
> Buna seara.
> Conosamentul spune:
> 1. Rășina Ame T35 - rășina în sine
> 2. Butanox M50 - întăritor.
> Proporția pare să fie de 1:50. Curățați pe metal, degresați, uscați.
> Am aplicat un strat de fibră de sticlă, dar este destul de specific - țesutul este rară și
> fibrele se scot calm fara efort, varsand rasina. După uscare completă
> repetat. A treia oară doar uns cu rășină. Trebuie să lucrezi destul de repede.
> pentru că amestecul se întărește rapid. Important - data de expirare a componentelor.
Ești sigur că este epoxidic? ))))))
> Imaginile pot fi mai multe, sunt plăcute ochiului 🙂 Dar este și mai bine să adăugați cuvinte:
> ce rasina a fost folosita si cu ce plastifiant? Care a fost materialul
> nituit? Cel mai mult arată ca un carton umed 🙂 Cât timp durează barca
> reparatie? Pe ce fel de sol ai pus? Câtă rășină a luat?
1, Curățăm până la metalul gol
2, acoperim 2-3 straturi de VL-02 (023)
3, Aplicați 2-3 straturi de grund epoxidic bicomponent.
4, Aplicați cantitatea necesară de covoraș de sticlă pe rășină,
5, Nituire
6, Aplicați cantitatea necesară de fibră de sticlă.
7, Chit chit alb pe fibră de sticlă.
8, Curățăm și vopsim.
Barca pe apa 3 ani. Fără indicii de desprindere de metal epoxidic.
> 4, aplicați cantitatea necesară de covoraș de sticlă pe rășină,
Câte straturi și ce densitate ai luat?
Din câte am înțeles, a tras cele mai mici nituri, nu?
> 6, Aplicați cantitatea necesară de fibră de sticlă.
De asemenea, ce și ce densitate ați stabilit?
Și cât de mult epoxi a luat? Acum mă decid ce să iau: borcane mici de clei epoxidic sau este mai ușor să tragi imediat 5 kilograme.
>
> > 4, aplicați cantitatea necesară de covoraș de sticlă pe rășină,
>
> Câte straturi și ce densitate ați luat?
>
>> 5, Nituire
>
> Din câte am înțeles, am tras cele mai mici nituri, nu?
>
> > 6, Aplicați cantitatea necesară de fibră de sticlă.
> De asemenea, ce și ce densitate ați stabilit?
>
> Și cât de mult epoxi a luat? Acum mă decid ce să iau: borcane mici
> adeziv epoxidic, sau e mai ușor să tragi imediat 5 kilograme.
Covorașul de sticlă este cel mai dens, precum și fibra de sticlă. Nituri cu nituire 4,8 mm. Epoxidul a luat + - 5 kg.
Straturile nu sunt la fel peste tot. Am nivelat suprafața cu bucăți mici de covoraș de sticlă, apoi am aplicat câteva straturi deasupra lor în benzi mari. Nituit si peste fibra de sticla. Pe tulpină sunt 6 straturi. Mijlocul navei și traversa 3 straturi de fibră de sticlă.
Prin urmare, trebuie fie sudat, fie lipit. Deoarece sudarea poate fi făcută numai de profesioniști, lipiciul de aluminiu este o opțiune grozavă de uz casnic. Dar pentru acest metal este potrivit doar lipici special.
Orice adeziv destinat aluminiului trebuie să conțină în compoziția sa alcalii și acizi, care îi distrug pelicula de oxid și cresc aderența, oferind o legătură puternică.


Odată cu dezvoltarea tehnologiei moderne, a devenit posibilă lipirea fermă a pieselor din aluminiu, datorită metodei la rece.
- Adeziv pentru sudare la rece Mastix;
- Hârtie abrazivă;
- Alcool, acetonă sau orice alt degresant.
La lipiți aluminiu împreună cu acest adeziv, aveți nevoie de:
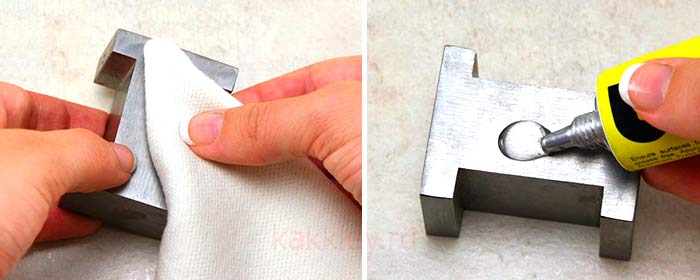
- Cu șmirghel, curățați suprafețele pentru conectare de rugină și murdărie;
- Se degresează cu alcool sau acetonă;
- Așteptați până când suprafața este uscată;
- Tăiați cantitatea necesară de tijă și amestecați bine cele două componente cu degetele astfel încât să obțineți o masă omogenă sub formă de plastilină. Colorarea trebuie să fie uniformă;
- Aplicați amestecul adeziv pe ambele suprafețe de aluminiu de îmbinat;
- Apăsați ferm și fixați-le timp de 15 minute până când adezivul se întărește.

Un adeziv din aluminiu cu două componente pe bază de epoxidici, cu proprietăți de adeziv ridicat și rezistent la căldură.
Cu acesta, aluminiul poate fi lipit de alte materiale cu dilatare termică diferită: piatră, porțelan, lemn sau plastic.
Pentru a lipi o suprafață de aluminiu cu alte metale și materiale, este necesar să pregătiți:
- Adeziv epoxidic rezistent la căldură Moment Epoxidic Metal;
- Hârtie abrazivă;
- perie;
- Mijloace pentru degresarea suprafeței lipite (alcool sau acetonă).
După aceea, poți să te apuci de treabă:
- Curățați suprafețele de lipit cu șmirghel grosier pentru a îndepărta murdăria și rugina;
- Degresați părțile cu acetonă sau alcool;
- uscat;
- Strângeți conținutul a două seringi de lipici (masă epoxidice și întăritor) într-un recipient separat într-un raport de 1: 1;
- Se amestecă bine masa epoxidice și întăritorul împreună cu o perie;
- Aplicați lipici cu o pensulă pe ambele suprafețe de aluminiu de lipit;
- Conectați piesele și apăsați-le strâns timp de câteva secunde;
- Ștergeți imediat excesul de lipici cu o cârpă;
- Așteptați 30 de minute pentru ca amestecul adeziv să se întărească.
Deși mulți nu recunosc eficiența utilizării adezivului pentru aluminiu, prin alegerea produsului potrivit și efectuarea lucrărilor lipite în mod clar conform instrucțiunilor, acesta poate fi folosit pentru a obține cea mai durabilă conexiune.
Mai mult, acest tip de conexiune poate fi combinat cu prindere mecanică.

Deteriorări minore, cum ar fi zgârieturi, așchii de suprafață și abraziuni sunt suficiente pentru a fi reparate cu chit, care după polimerizare trebuie curățat și vopsit cu atenție.
Argila polimerică este un material de înaltă calitate, foarte plastic și ideal pentru sculptură.
Începem prin a alege florile pe care dorim să le completăm și să conturăm pe hârtie contururile dorite ale decorului (plantele ar trebui să fie.
Mulți artizani de acasă se confruntă cu fenomenul zonelor neîntărite de pe suprafața acoperirii epoxidice. Când perioada de întărire a trecut și aproape întreaga suprafață s-a întărit, în unele locuri pot rămâne o oarecare lipiciune și moliciune.
În viața de zi cu zi, rășina epoxidică ED-20 este adesea un instrument universal care servește atât pentru lipirea diferitelor tipuri de suprafețe, cât și pentru turnarea produselor în vrac folosind materiale de umplutură. O astfel de utilizare versatilă a rășinii epoxidice se bazează pe aderența sa excelentă atât la metale, cât și la aliajele acestora și la obiectele nemetalice, precum și pe rezistența materialului deja întărit la efectele solvenților obișnuiți (în primul rând apă).
Foarte des, rășina epoxidică este folosită pentru repararea bărcilor din fibră de sticlă sau aliaje de aluminiu. După cum s-a menționat mai sus, are o bună aderență la ambele tipuri de materiale, iar ușurința în utilizare vă permite să finalizați reparația fără niciun echipament specializat (în cazul aluminiului, sudare în mediu de gaz neutru) și practic pe mal, unde ambarcațiunea a fost scoasă pentru uscare/inspecție.
În sine, orice compoziție pe bază de rășină epoxidice este o compoziție cu două componente - adică pentru „sechestrarea” acesteia este necesar să adăugați o cantitate mică măsurată de așa-numitul întăritor la volumul selectat de rășină și apoi amestecați întregul masa bine pentru a distribui uniform întăritorul adăugat pe întreg volumul de reacție. Este important de înțeles că întăritorul în sine nu servește doar ca catalizator pentru polimerizarea rășinii, ci este consumat în timpul întăririi acesteia, „integrandu-se” în lanțurile polimerice rezultate. Prin urmare, modificarea raportului rășină/întăritor modifică nu numai viteza întregului proces, ci și proprietățile finale ale rășinii întărite.
Dacă, în comparație cu raportul recomandat de producător, luați prea puțin întăritor, atunci amestecul de reacție poate fie să nu polimerizeze deloc, fie să aibă o lipiciitate reziduală a suprafeței care nu va dispărea în timp. Dacă faceți invers și luați prea mult întăritor, atunci masa de reacție nu numai că se va fierbinte și se va întări prea repede, dar se va dovedi și prea fragilă ca urmare. Dacă rășina trebuie să rămână elastică elastică după întărire, atunci, în aceste scopuri, producătorii de compoziții epoxidice recomandă utilizarea aditivilor plastifianți speciali introduși în masa de reacție înainte de întărire - iar raportul lor în masa finală nu trebuie să depășească limitele recomandate. .
Aluminiul și aliajele sale sunt unul dintre cele mai comune metale din lumea modernă. Are o mulțime de avantaje, datorită cărora a câștigat popularitate, dar utilizarea sa este marcată și de o serie de dezavantaje. În special, problema elementelor de fixare devine o piatră de poticnire.
Acest metal nu rezistă la conexiunile cu șuruburi convenționale datorită moliciunii sale. Poate fi sudat cu argon, dar acest lucru necesită echipamente complexe și o persoană calificată, care poate să nu fie la îndemână.
Prin urmare, în multe cazuri, mai ales când îmbinarea nu are cerințe speciale de rezistență la tracțiune, sudarea la rece pentru aluminiu vine în ajutor.
De fapt, termenul „sudare la rece” se referă la două moduri diferite de a conecta piesele de aluminiu împreună.
Prima, folosită adesea în fabrică, se bazează pe principiul difuziei, adică pe întrepătrunderea moleculelor a două solide atunci când intră în contact unul cu celălalt. Difuzia este, în principiu, caracteristică multor metale, iar în unele (aluminiu, cupru și altele) procesul are loc mai rapid decât în altele.
Acest proces este inițiat de presiune. Sub acțiunea presiunii, moleculele a două părți diferite de aluminiu par să se „amestecă” unele cu altele, se formează noi legături intermoleculare și se formează o cusătură suficient de puternică.
O altă modalitate de a conecta piesele din aluminiu este lipirea. Este adezivul pentru aluminiu pe care majoritatea oamenilor îl asociază cel mai adesea cu însuși conceptul de sudare la rece.
Cum se lipește aluminiu pe aluminiu? Practic, se folosesc diverse compoziții cu două componente, a căror bază este rășina epoxidica. O componentă suplimentară care oferă rezistență și aderență la metale este pulberea de oțel fin dispersată, care este adăugată la baza epoxidice imediat înainte de utilizare.
Astfel de adezivi pot fi produși în diferite stări de agregare - atât sub formă lichidă sau semi-lichidă, aproape de gel sau rășină propriu-zisă, cât și sub formă de mastic - o masă asemănătoare plastilinei din care se formează bare dreptunghiulare sau cilindrice.
Fiecare baton constă din două substanțe neamestecate între ele. Amestecarea, care activează proprietățile adezive ale masticului, are loc în degetele unei persoane imediat înainte de aplicare.
Prima metodă - sudarea la rece sub presiune - este folosită mai des la ștanțarea pieselor din fabrică.
Principalul său avantaj este că cusătura este formată din același material ca și piesele, ceea ce reduce costul de producție a transportoarelor și vă permite să formați îmbinări care sunt aproape de rezistență pentru piesele turnate.
Sudarea la rece a aluminiului sub presiune, s-ar putea spune, la temperatură ridicată. Permite pieselor să reziste la același nivel de căldură ca aluminiul pur.
Avantajele sudării prin deformare:
- rezistă la fluctuații mari de temperatură;
- rezistă la o presiune mare (dar nu mai mult decât poate rezista metalul în sine);
- prezintă rezistență în medii agresive;
- nu emite substanțe nocive în mediu.
Principalul dezavantaj este doar necesitatea de a folosi echipamente speciale pentru o astfel de sudare.
Există trei moduri principale de astfel de sudare:
În primul caz, două părți sunt conectate într-o presă cap la cap și sunt puternic comprimate de-a lungul axei longitudinale.
În acest fel, se pot suda elemente cu zonă locală de îmbinare (dimensiuni mici). Este necesar să se țină cont de procesul de „pierdere” a materialului după comprimare: de exemplu, la sudarea a două bucăți de armătură din aluminiu în acest fel, lungimea lor totală va fi cu 5-7% mai mică decât lungimea totală separat.